




Сервасістэма Chasing Knife у аўтаматызаваным будаўніцтве


Прадукты Увядзенне:
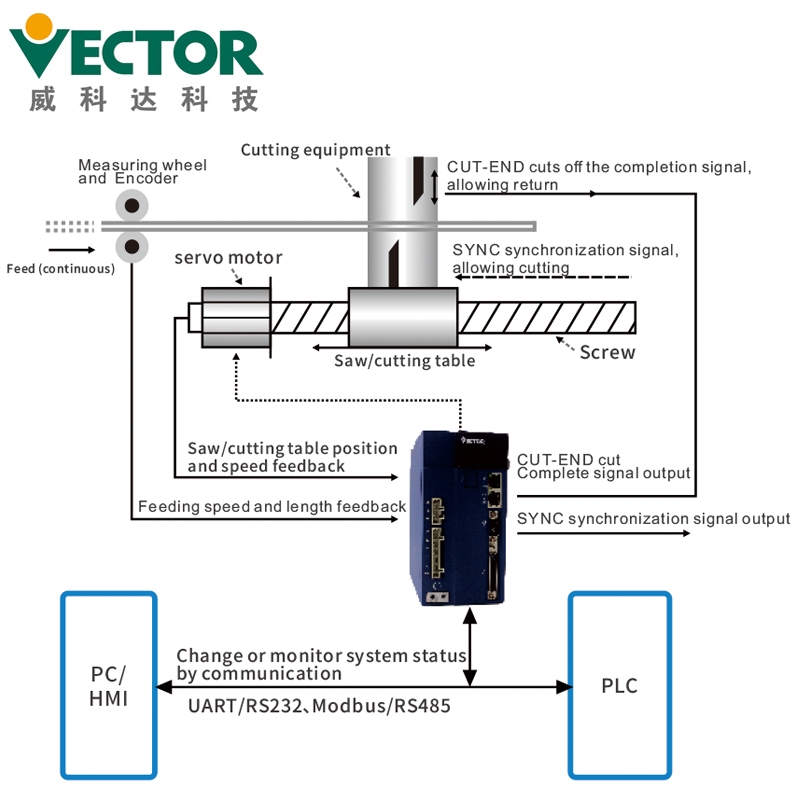
Спецыяльны сервопривод VEC-VCF змяшчае функцыю аўтаматычнага кіравання рэзкай.З дапамогай хуткасці падачы апрацоўванага матэрыялу аўтаматычна рэгулюецца хуткасць руху пільнага стала.Калі зададзеная даўжыня дасягнута, ён уваходзіць у зону сінхранізацыі і пасылае сігнал рэзкі для апрацоўкі. Пасля таго, як аб'ект быў адпілаваны, выдаецца сігнал аб завяршэнні рэзкі, і пільны стол хутка вяртаецца ў зыходнае месца для падрыхтоўкі да наступнай рэзкі.Прадукт падыходзіць для: усіх відаў пруткоў, труб, экструдаваных профіляў для фіксацыі даўжыні, напаўнення/ін'екцый і іншага спецыяльнага абсталявання для апрацоўкі, якое павінна рухацца разам з нарыхтоўкай.
Асаблівасці прадуктаў:
1. Аўтаматычны пошук механічнага пачатку (метад абсалютных каардынат);
2. Перамяшчэнне наперад і назад, адвольна ўказаць пачатак машыны (метад адносных каардынат);
3. Функцыя паскарэння S-крывой, якая аўтаматычна адсочвае хуткасць падачы асноўнай лескі
і разлічвае папярэднюю нагрузку
4. У працэсе паскарэння S-крывой кампенсацыя крутоўнага моманту таксама можа быць выкарыстана для хуткай сінхранізацыі і памяншэння памылак рэзкі;
5. Чатырохсегментная крывая S (паскарэнне/запаволенне наперад, паскарэнне/запаволенне назад), можа быць усталявана індывідуальна;
6. Распазнаць Print Mark і аўтаматычна выправіць даўжыню рэзкі;
7. Забяспечце наладу Mark-Window для друку знакаў прыпынку для паляпшэння здольнасці распазнавання Mark;
8. Функцыя кіравання заказамі, чатыры групы заказаў могуць быць пераключаны па жаданні.
Дэталі прадукту:




Раздзел кіравання:
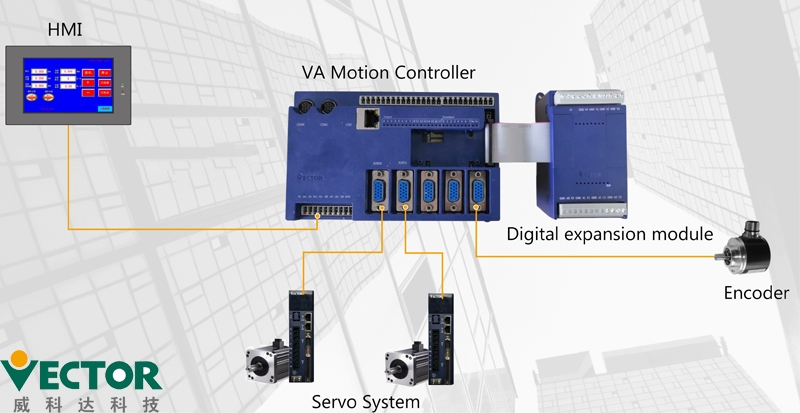
Кантролер руху: VEC-VA-MP-005MA
Модуль пашырэння IO: VEC-VA-EX-8IO *1
HMI: VEC-2104X-S
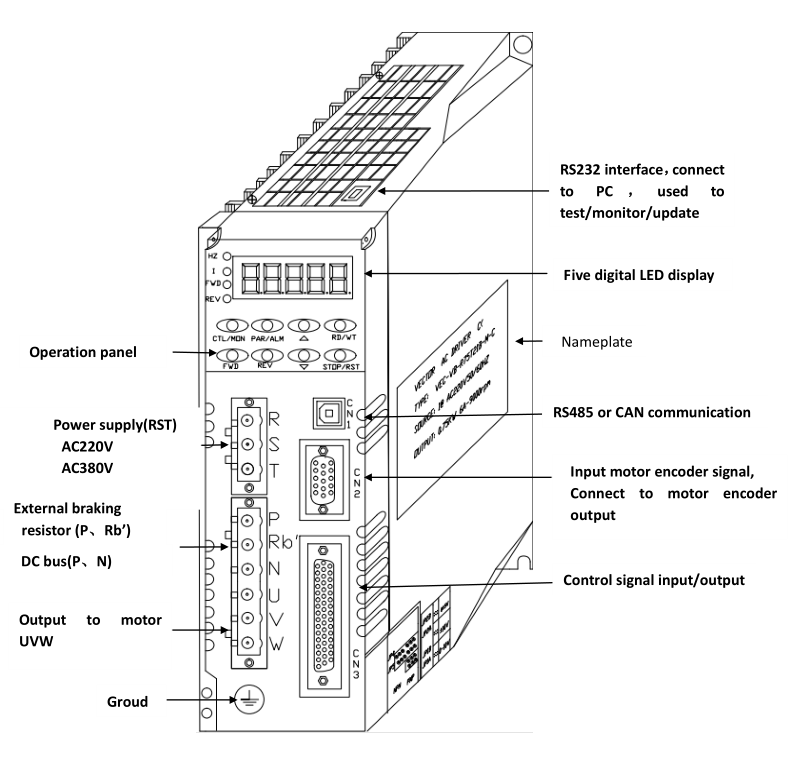
Частка сервапрывада: драйвер сервопривода цягі: VEC-VC-022H33D-M-CA
Драйвер сервопривода для выгібу: VEC-VC-02733H-ME
Частка серводвигателя: цягавы серводвигатель: 200FMB-01520E33F-MF2IA
Серварухавік для выгібу: 180ME-4R415A33F-MF2K
Прадукцыйнасць абсталявання:
Машына для згінання пяльцоў у якасці кантролера выкарыстоўвае кантролер руху VA, які мае высокую рэакцыю і цыкл сканавання
Мінімум складае 1 мс, уся апрацоўка адбываецца мякка, а ўздзеянне на машыну меншае.Кантроль робіць
Папярэдняя падача і папярэдняе згінанне могуць эфектыўна скараціць адпаведны час апрацоўкі.Возьмем у якасці прыкладу страмёны 200*200,
Фактычнае вымярэнне можа быць завершана ўсяго за 3,3 секунды, дасягаючы больш чым 18 у хвіліну, а эфектыўнасць параўноўваецца з версіяй PLC - паслядоўнасць у 4 секунды была значна скарочана